家庭改善中心经常奉献整个过道钻头它有很多种类和尺寸,可以在各种材料上钻孔。许多钻头可以穿透不止一种材料,但并不是所有钻头都能在不加热和折断的情况下穿透金属。钻头上的标签标明了它们适合的材料类型,所以很容易就能找到专为钻金属而设计的钻头。根据你所钻的金属类型,有些钻头比其他钻头更适合这项任务。
如果你正在从事一个需要钻金属的项目,在你去购买最好的金属钻头之前,请继续阅读,了解你应该考虑的因素。下面的钻头组高于竞争,将帮助您在无数的金属钻孔。
- 最佳整体:Hymnorq 1/16英寸至1/4英寸13pc钻头设置
- 最合算的:amoolo 1/8″钛钻头(10个)
- 最佳的阶梯钻头:TACKLIFE 5PCS钛阶梯式钻头
- 最适用于淬火钢:钻HULK 1/16英寸钴钢捻钻头
- 最适合轻型钢:博世21件黑色氧化金属钻头组
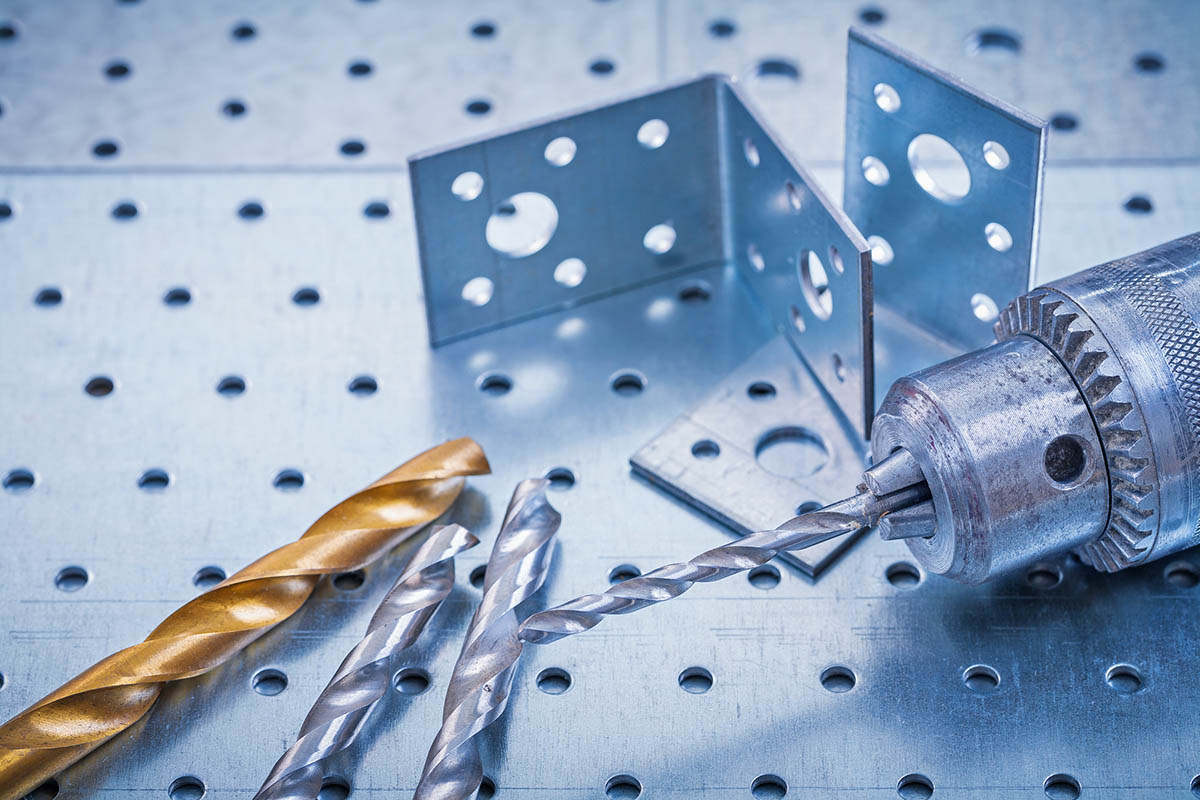
大多数钻头既适合标准的有线钻头,也适合无线钻头。虽然这些小块的金属看起来都很相似,但每种类型的钻头都专门用于在某些材料上钻孔——包括木头、塑料和金属——但在其他材料上却不太好用。钻穿金属的钻头根据它们所刺穿的金属类型进一步分类。例如,有些钻头能钻穿黑色金属,如铸铁,而另一些钻头能钻穿有色金属,如铜和锡。
钻头材料
大多数钻头是由高速钢制成的,钴或硬质合金。正如您在下面的那样,有点材料会影响通过不同种类的金属钻井的有效性。
- 高速钢(HHS):这是一种万能钻头,可以钻穿黑色金属和有色金属,也可以钻穿碳钢。
- 硬质合金:硬质合金金属钻头适用于有色金属,但不适用于黑色金属。
- 钴:这种金属钻头对黑色金属钻孔效果很好,但对有色金属钻孔效果不太好。
涂层
金属钻头通常涂上钛或黑色氧化物。这种涂层减少了摩擦,防止钻头升温并最终断裂。由于涂层减少了摩擦,它也提高了钻进速度。
柄设计
柄是钻头的非钻孔端,与钻头的芯轴或“卡盘”相吻合。这是你插入钻头的钻头末端。你选择的钻头柄尺寸(通常为1 / 4英寸、8 / 3英寸或½英寸)应该与钻头的卡盘尺寸匹配。
一些柄的设计更有利于钻穿金属。大多数用于这种类型钻头的柄要么是无旋的,要么是六角的。
- 实话实说柄:这种类型的钻头有一个凹槽柄,旨在防止钻头打滑,当你钻井。
- 六角柄:类似于一些螺丝刀的形状,六角摇是六个侧面,在钻入硬质金属的同时帮助该位保持稳定。
研究柄设计,钻头材料和位涂层可能会令人困惑,但幸运的是,钻头制造商使购物对客户相对容易。钻头不仅由钻孔的尺寸而标记,而且还由他们钻取的材料类型。寻找包装上的“金属钻头”单词,然后是金属列表,该位设计为刺穿。以下是一些额外的提示,可以帮助您钻取更平滑的孔,并保持脚尖形状的位。
- 在钻孔之前,用中心冲床在金属上制造凹痕。这将减少钻头滑脱待钻材料的可能性。
- 钻取时使用润滑剂。一滴三件式油或切割液将润滑钻头,使钻孔更容易,减少钻头上的磨损。
- 通过金属钻孔产生的摩擦可能导致钻头加热和断裂。较大的比特尤其如此。通过钻孔较慢,每隔几分钟休息一次,让你的比特冷却,你的比特将持续更长时间。
我们的顶级选择
最好的金属钻头应该是用适合你要钻的金属的钢材制成的。钻头还应该耐用,能够承受在钻穿金属时产生的摩擦和热。以下建议都是金属钻孔类的顶级建议,其中一个(或多个)可能是您的工具集合的资产。
照片:amazon.com
该Hymnorq集中的锥形鼻和扭曲的侧面槽迅速穿透许多硬质金属,包括铁来钻稳定,自定心孔。这些位也适用于钻孔较软的金属,例如铝和铜。缺点是它们不适合钻出最硬的金属类型,包括钛和高碳钢。由钴钢制成,与钼相结合,用于增加耐用性,Hymnorq位是摩擦和耐热的。此设置具有13位,尺寸范围从1/16英寸到1/4英寸,以覆盖您的金属钻孔需求。
照片:amazon.com
一套很好的金属钻头不必昂贵。Amoolo钛金属钻头设置配有10个镀锡,高速钢头,钻⅛英寸孔在更柔软的金属中,包括铝,铜和合金。这些钻头不适用于铁,不锈钢和其他硬化金属。我们喜欢钻头的扭曲侧槽的速度如何有助于稳定钻头的同时钻孔;这些凹槽还为清洁剂,更平滑的孔直接刨削。Amooleo还使10位设置为其他尺寸,包括¼英寸,⅜英寸和3/16英寸。钻头进入塑料外壳,便于储存。
照片:amazon.com
用于在金属板中钻几孔尺寸,击败粘性五件式钛钻头钻头钻头很难,它配有四个步进位,可以为50尺寸钻孔。该套件还配备了一个中心冲头,用于在开始钻孔之前在金属中创建导轨凹坑。集合中的每个位都具有易于读取的激光蚀刻测量,不会磨损。
由涂层钛的高速钢制成以减少摩擦,这些位对于钻孔金属如铝,合金,锡和铜等钻孔,这些位是充足的。步骤距离还具有X型开口形状,有助于在钻孔时从孔中取出金属刮板。该套装采用保护性铝制储物盒。
照片:amazon.com
当你需要钻透淬硬金属,如锻铁或不锈钢,看看没有比钻头Hulk的钴金属钻头设置。这套裸眼套配有12个⅛英寸的麻花钻头,由高速钢和钴制成,具有耐用性和耐热性。钻头的锥形裂口可以快速而干净地穿透金属,当你钻的时候,它们的凹槽边会清除金属屑。这些比特没有包装在一个存储箱。
照片:amazon.com
为了便于钻孔到轻规格的钢,如铝,铜,或合金,检查博世金属钻头组。由高速钢制造并涂上黑色氧化物,博世钻头可以承受摩擦和热,所以您可以连续钻而不升温。钻头弯曲柄两侧的凹槽会在你钻孔时将金属屑带出孔内。它们的锥形尖端可以迅速穿透金属,平衡钻头,并产生一个干净、均匀的孔。这套设备包括21位,大小从1/16英寸到1/ 2英寸不等,包装在塑料储物盒中。
无论你是刚进入金属加工行业,还是想扩大你的钻头组合,将金属钻头添加到你的工具库中是一个很好的投资。如果在金属上钻孔对你来说是一种新的尝试,你可能会有一些问题。
钴或钛钻头更好吗?
这取决于你钻的是哪种金属。钛钻头适合钻透软金属,如铝,而钴钻头更适合钻透硬金属,如铸铁。
你怎么能在厚金属上钻孔呢?
钻厚金属的最好方法是使用钻床而不是手钻——钻床会给你一个干净光滑的孔。一定要慢慢钻,并用切削液润滑钻头。让钻头每隔几分钟冷却一次,以防止过热和断裂。
如何磨砺我的金属钻头?
当切割边缘变得沉闷时,许多DIYERS不会打扰他们的位,并且钻孔钻孔钻孔,但它的工具维护值得做。如果你用一个磨刀边锋,你会在钻头中获得更长的寿命砂轮机。
每次使用后是否需要清洗钻头?
这不是一个坏主意。钻孔后,用软布擦去钻头上的任何残留物,然后在存放之前擦去一些切割液。
如何从金属中删除破碎的钻头?
在钻头上加一两滴润滑油,然后用钳子钳住断了的柄头。逆时针旋转取下钻头。